project-team-turbo-housing
|
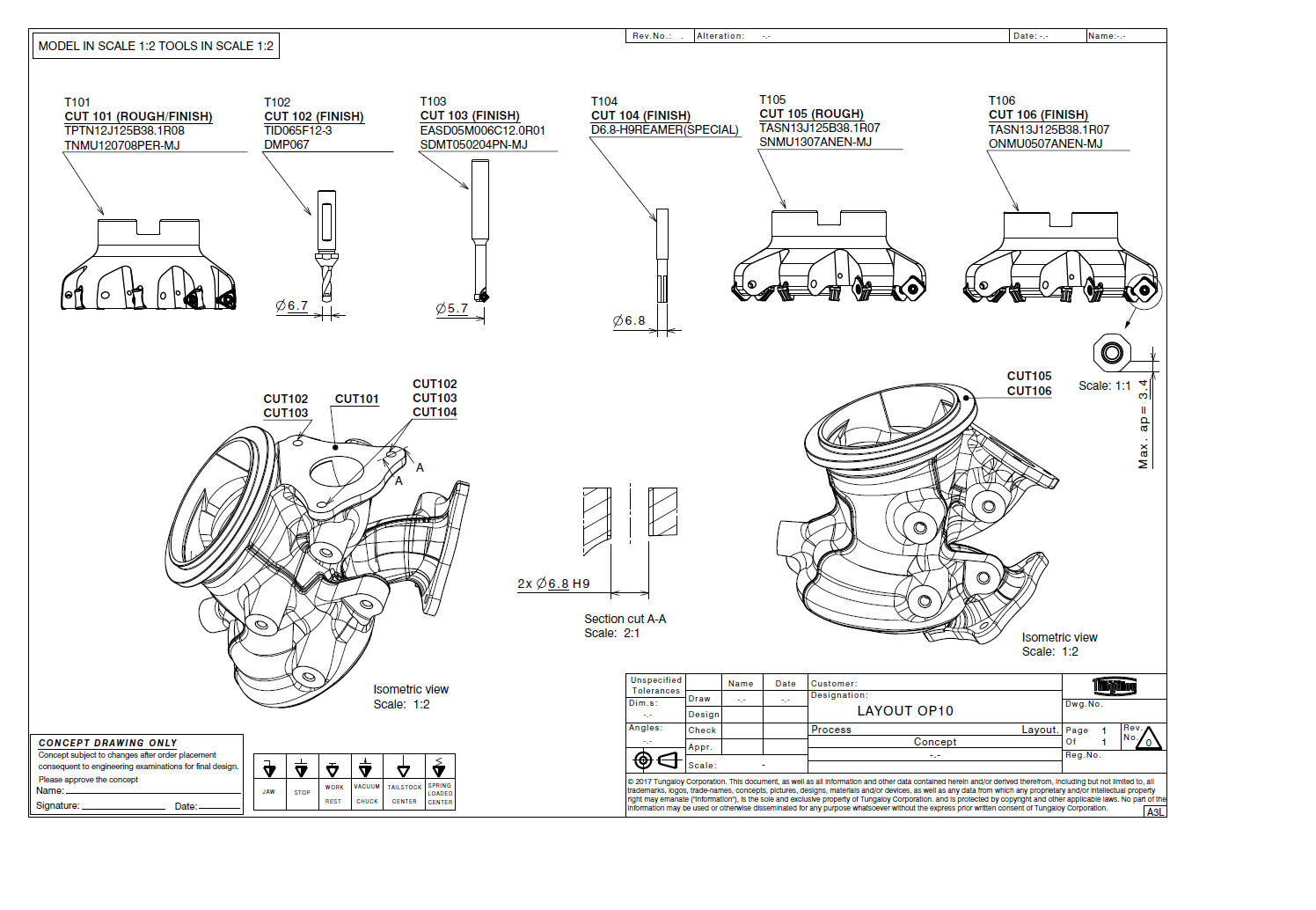
PROJECT TEAM · PRACTICAL EXAMPLE Turbocharger HousingComplete machining solution for a turbocharger housing across multiple machines and operations. |
|
|
|
|

|
OPERATION 10 3-Axis Machining
|
|
PROCESS OPTIMISATION SUMMARY Multi-Stage Machining, Operation by Operation
|
|
Result Total Optimised Cycle Time: 20 min 46 sec |
Have a Similar Component?← Back to Project Team Start a Project Review → |
